





产品别名 |
数控袖阀管打孔机,注浆小导管成型机,注浆钢管钻孔机,小导管支护冲孔机 |
面向地区 |
全国 |
产地 |
河北 |
品牌 |
其它 |
功率 |
10kw |
加工定制 |
否 |
适用对象 |
其它 |
自动化程度 |
半自动 |
注浆袖阀管智能打眼机小导管缩尖机冲孔机图片价格.注浆袖阀管智能打眼机小导管缩尖机冲孔机图片价格
技术参数编辑1.分离式液压冲孔机适合用于L.H平板钢.铜铝排冲孔。2.底部设计有平座,平稳不易倒晃。3.单孔式回油.模具采用高碳钨合金钢不易破损。
固体激光器以其的优点在激光打孔中取得大量的的使用,它的重要优点是:有输出波长短,和输出的光可以用普通的光学材料传递,而且整机体积小,使用便利,价格次于二氧化碳激光器。选择龙门冲床的一般需要把握以下几点:1、吨位:龙门冲床有不同的吨位,选择适合的吨位对于机器部署成本及生产制程成本是非常重要。

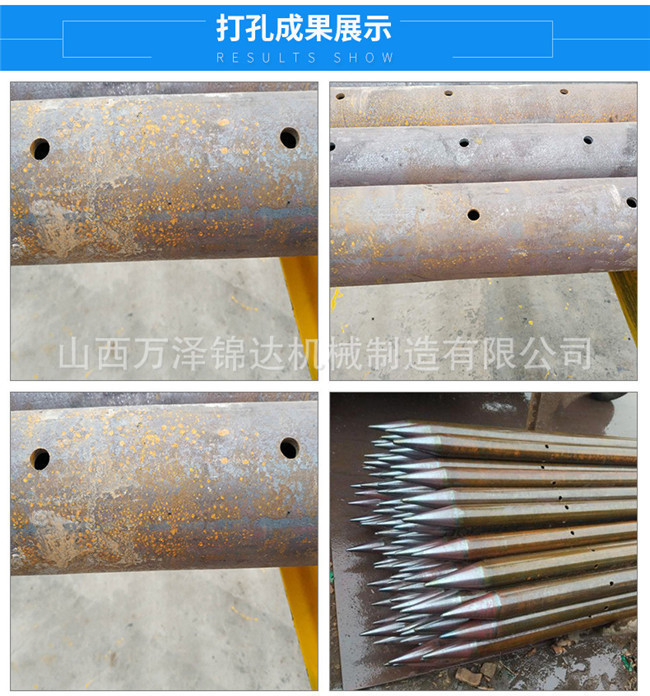
小导管打孔机用途及优点:1、我公司生产的数控小导管冲孔生产线具备人工智能化,大大生产效率的同时又了加工精度,是人工加工效率的10倍以上。2、设备具备自动送料机构;一个工人操作,瓜式控制,尺寸定位,只需一分钟可完成管子的冲孔加工;无公差、忽略劳动强度带来的人工延时滞后。3、设备送料机构可实现°,实现一次送料多位置冲孔的功能!4、设备生产工艺流程。
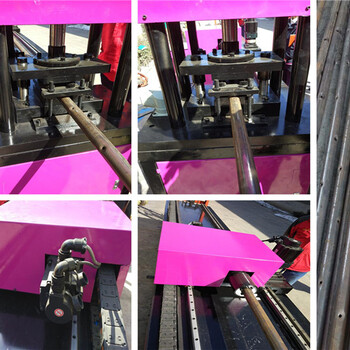
设备特性:1.可以同时冲4支管,高速度可以达到每秒钟冲3个孔;2.重庆巫山小导管打孔机装模、换模简单,机台上有定位装置,模具对准定位装置后锁紧螺丝即可;
设备优点:1.所有钢梁均通过磨床打磨到了的平整(当然线切割后也是平的,但是达不到打磨的水平)这样经过长时间的模具和机台的震动,模具也不会松动,只有这样冲的管子才漂亮,不变形。2.油缸我们用的是平顶焊接缸,并且油路经过改进。这样机器的动力更加强劲。3.经过电路和操作面板的改进,我们的机器能够实现半空全孔一键转换的功能。这样为您省时又省事。大大地了工作效率。等老款机器从油缸上面调好了行程,我这边已经多冲了两根管子了。4.模具下面的钢梁我们全都加厚,这样的机器使用寿命将会更长。
另一端安装支撑座(可打开的),支撑座上外端固定一个加热环(8-10个喷嘴,用气焊靠抢嘴焊在一个铜管环上)。外边是一个活动的支架,上面安装一个合金模具。缩口机使用:将管子固定在缩管机上,打开加热器(环)。待温度达到后,推动合金模具,管头形状即达到要求。

小导管冲孔机特点:、易、易操作、易学易懂,油缸想快快,想慢慢,压力够足够稳,模心自动保护,自动排料,省电节能环保,省地方,省人工,省钱。解决了目前市场上普遍存在模具容易坏、拆换模具费时、还不一定能对准模、冲孔难拉管、容易卡模具、管子容易变形、冲出来起毛刺、面积大、容易工伤、操作难等问题。
液压数控小导管冲孔机,使用中的注意事项:1、液压数控小导管冲孔机,配套电动泵的压力出厂前已校调为63MPa范围内,用户不可随意。2、液压数控小导管冲孔机,装配上、下模时、下模型号,上模固定套要拧紧。3、液压数控小导管冲孔机,下模安放时要注意刀口向上(孔径小的一头),切不可装反而损坏机器。4、液压数控小导管冲孔机,在操作中,已有工作压力的情况下,不可拆下接头。5、液压数控小导管冲孔机,应注意孔时产生的费料,以免将下模孔塞满而损坏机具。6、被冲排应基本平整。7、在使用后应注意加油和放气。8、在有荷载情况下,不得将接头卸下。9、不得在有腐蚀性的场所作业或存入。

主要体现在以下几个方面——先:我们的自动化机械的块钢板的焊接部分我们都经过大型磨床精心打磨然后再焊接。其次:我们的设备机架完成后都整体送往大型龙门铣加工经过意大利大型龙门铣整体铣过。(这个加工费用价格不菲,并且在机械上客户是看不出是否整体铣过。---但是可以在机械加工时的加工精度上体现出来。可谓吃力不讨好的工作。目前行业里只有我们使用了这道工序。)以此机械冲孔加工时。然后:我们的齿条定位的设计以及齿条都是行业内。
导轨安装平行度偏差≤1mm/m,全长≤2mm导轨对接处高低差≤0.3mm。底梁平直,直线度≤0.5mm/m,全长≤2mm。架体安装垂直度偏差<2mm,达到横平。各零件、组合件表面光滑、平整,没有尖角、突起。所有焊接件焊接牢固,焊痕打磨光滑平整。